大型の半導体製造装置部品や各種大型産業機器向けの高生産性。
真空ポンプ、コンプレッサー、発電機などの大物部品で、加工の安定と段取りの再現性を重視する現場に。
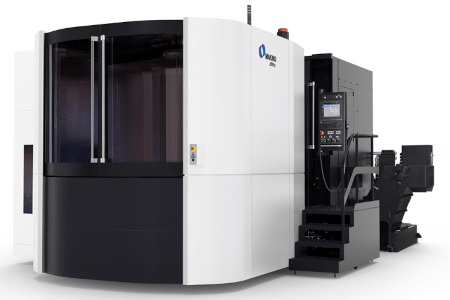
大型ワークを、止めない。
大物加工に最適|高剛性・大ストローク × 高出力主軸 × 大容量ATC
大型の半導体製造装置部品や各種大型産業機器向けの高生産性。
真空ポンプ、コンプレッサー、発電機などの大物部品で、加工の安定と段取りの再現性を重視する現場に。
切りくず排出量 1,400 cm³/min 以上(事例)。
被削材 FCD450、フェイスミル φ160・10枚刃、切込み 10mm の実績値(提供資料の要約)。
主要精度が 6µm 以下(A6061 実績)。
ピッチ精度・真円度・直角度・平行度の実績値に基づく整理です。要求精度に合わせた提案が可能です。
工具破損検出/工具長補正を 約0.1秒 測定。
Vision B.T.S. によって非切削時間を詰め、ライン全体のサイクル短縮を狙います。
長時間稼働は、“切りくず設計”で決まる。
垂直壁トラフ+3本トラフ、ろ過、スラッジ撹拌、サイクロン式2次処理フィルタ等の構成で安定稼働を支援。
※上記はメーカー公式ページ等の記載に基づく要約です。仕様は構成により異なります。
剛性・ストローク・主軸・ATC・切りくず処理。どれか一つではなく、全部をつないで安定稼働へ。
GI ブレーカ(切りくず分断)、GI ミーリング(コーナ減速抑制)、GI ドリリング(穴間位置決め短縮)。
Vision B.T.S. による工具破損検出/工具長補正(約0.1秒測定)。
切りくず対策とクーラント処理を前提に、長時間の安定稼働を狙います。
高トルク 8,000 min⁻¹ 主軸(特別仕様)を含む構成。FCD450の切削事例で切りくず排出量 1,400 cm³/min 以上の記載。
ピッチ精度・真円度・直角度・平行度が 6µm 以下(A6061 実績値)として紹介。
Vision B.T.S. により、工具破損検出や工具長補正を高速化(約0.1秒測定)。
垂直壁トラフ+3本トラフ、ろ過、スラッジ撹拌、サイクロン式2次処理フィルタ等の構成で安定稼働を支援。
※上記はメーカー公式ページ等の記載に基づく要約です。詳細は条件を伺って整理します。
比較に必要な数字を、まずは要点だけ。
| 項目 | 単位 | a91nx | |
|---|---|---|---|
| 移動量 | X軸 | mm | 1,400 |
| Y軸 | mm | 1,200 | |
| Z軸 | mm | 1,350 | |
| パレット上面〜主軸中心線 | mm | 100 ~ 1,300 | |
| パレット中心〜主軸端面 | mm | 100 ~ 1,450 | |
| テーブル | パレット作業面 | mm | 800 × 800 |
| 最大ワーク寸法 | mm | Φ1,450 × 1,450 | |
| 最大積載質量 | kg | 2,000 | |
| パレット上面形状 | — | M16 × 24穴 | |
| 主軸 | 回転速度 | min⁻¹ | 20 ~ 10,000 |
| [OP] 8,000 高トルク主軸 | — | ||
| [OP] 15,000 高出力(HSK‑A100のみ) | — | ||
| 制御 | 制御装置 | — | Professional 6 |
| 主軸端 | — | BT50(7/24テーパ #50) | |
| 送り | 早送り | mm/min | 60,000(X/Y/Z) |
| 切削送り | mm/min | 1 ~ 50,000(X/Y/Z) | |
※仕様は構成・オプションにより異なります。用途条件(材質・ワーク重量・工程・稼働時間)を伺い、最適な構成で整理します。