概要: 製造前工程の省人化。センサーが部品の位置・種類を検知し、ロボットがピッキングして仕分け場所へ移動。
まずは、ケースから。
概要: センサーが外観不良を検出し、ロボットが不良品を取り除きます。
概要: センサーで部品の配置を確認し、ロボットが組立作業を自動で行います。
概要: 人手による搬送の代替。ロボットが部品や製品を目的地まで安全に搬送します。
概要: 箱詰め作業の省力化。センサーで製品の位置を確認し、ロボットが自動で梱包箱に配置します。
※本ページは、説明を目的に要点を整理しています。詳細は現場条件に合わせて設計します。
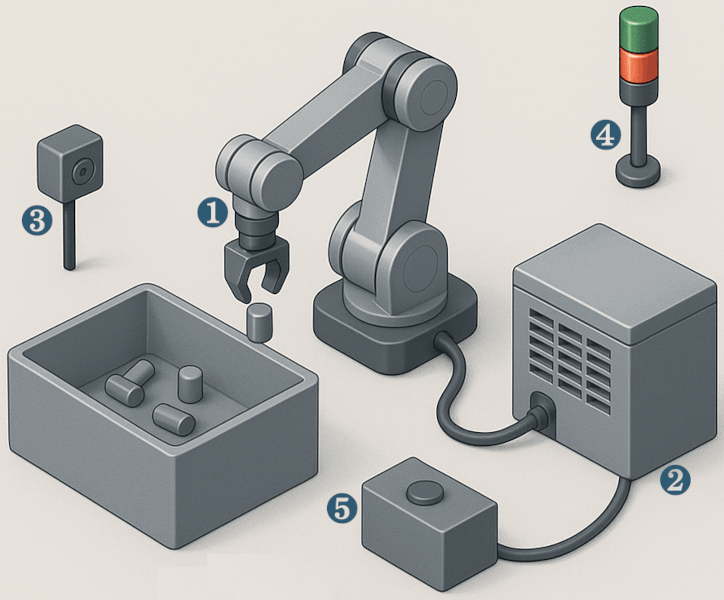
構成要素。
要素の役割が分かると、構成の取捨選択が速くなります。
ロボットアーム
PLC
センサー
表示灯
操作ボタン
役割を、整理する。
PLCとは?
PLC(プログラマブル・ロジック・コントローラ)は、自動化システムの中枢として機能する制御装置です。
- 制御: システム全体の動作やタイミングを統括
- 信号受信: センサーやボタンからの信号を受け取る
- 判断: 入力信号に基づき、次動作を決定
- 出力: モーター・ロボット・表示灯などに命令を送る
設備は、こう動く。
センサー → PLC → ロボット → 次工程。基本の流れを押さえると、構成の要点が見えてきます。
1. センサーがボトルを検知
ボトルが所定位置に到着したことをPLCへ通知
2. PLCが注入準備を判断
注入開始の条件が整ったと判断
3. 注入装置へ動作指令
PLCが「注入を開始せよ」と命令
4. 次の工程へ搬送
注入完了後にコンベヤへ搬送再開指令